Miguel de Cervantes y
Saavedra - Don Quijote de la Mancha - Ebook:
HTML+ZIP- TXT - TXT+ZIP
Wikipedia for Schools (ES) - Static Wikipedia (ES) 2006
HTML+ZIP- TXT - TXT+ZIP
Wikipedia for Schools (ES) - Static Wikipedia (ES) 2006
CLASSICISTRANIERI
HOME PAGE - YOUTUBE
CHANNEL
SITEMAP
Make a donation: IBAN: IT36M0708677020000000008016 - BIC/SWIFT: ICRAITRRU60 - VALERIO DI STEFANO or
Privacy Policy Cookie Policy Terms and Conditions
V. Le Fort : La porcelaine de Bayeux, 1812-1912, de la carrière au dressoir, son histoire sa fabrication (1912)
Static
Wikipedia 2008 (no
images)
aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - en - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Static Wikipedia 2007 (no images)
aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - en - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Static Wikipedia 2006 (no images)
aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Sub-domains
CDRoms - Magnatune - Librivox - Liber Liber - Encyclopaedia Britannica - Project Gutenberg - Wikipedia 2008 - Wikipedia 2007 - Wikipedia 2006 -
Other Domains
https://www.classicistranieri.it - https://www.ebooksgratis.com - https://www.gutenbergaustralia.com - https://www.englishwikipedia.com - https://www.wikipediazim.com - https://www.wikisourcezim.com - https://www.projectgutenberg.net - https://www.projectgutenberg.es - https://www.radioascolto.com - https://www.debitoformativo.it - https://www.wikipediaforschools.org - https://www.projectgutenbergzim.com
SITEMAP
Make a donation: IBAN: IT36M0708677020000000008016 - BIC/SWIFT: ICRAITRRU60 - VALERIO DI STEFANO or
Privacy Policy Cookie Policy Terms and Conditions
| LE FORT, Victor
: La
porcelaine de Bayeux, 1812-1912, de la carrière au dressoir, son
histoire sa fabrication
(1912). Saisie du texte : S. Pestel pour la collection électronique de la Médiathèque André Malraux de Lisieux (15.III.2007) Texte relu par : A. Guézou Adresse : Médiathèque André Malraux, B.P. 27216, 14107 Lisieux cedex -Tél. : 02.31.48.41.00.- Fax : 02.31.48.41.01 Courriel : mediatheque@ville-lisieux.fr, [Olivier Bogros] obogros@ville-lisieux.fr http://www.bmlisieux.com/ Diffusion libre et gratuite (freeware) Orthographe et graphie conservées. Texte établi sur l'exemplaire de la Médiathèque (Bm Lx : Norm 31 bis GF) du numéro de octobre 1912 de La Revue illustrée du Calvados, publiée à Lisieux par l'Imprimerie Morière. La
porcelaine de Bayeux
1812-1912 De la Carrière au Dressoir son histoire, sa fabrication par Victor Le Fort
~*~
La porcelaine de Bayeux a fêté
dimanche 15 Septembre son centenaire. Autour de ses dirigeants, le
personnel de la manufacture s’est trouvé ce jour-là en un amical
banquet. Cette fête si simple et si familiale a cependant eu dans toute
la Normandie et bien au-delà un retentissement considérable. Toute la
presse régionale et même quelques-uns de nos grands confrères parisiens
ont, à cette occasion, rendu hommage dans leurs colonnes aux éminentes
qualités de MM. Morlent, père et fils et vanté l’excellence des
produits qu’ils fabriquent. Pour nous qui nous sommes donné pour tâche de faire connaître et aimer les gens et les choses qui honorent notre petite patrie, et perpétuent sa glorieuse renommée, nous avons pensé que nul moment ne serait plus convenable pour consacrer une étude à notre bel établissement bayeusain. Nous dirons donc, de notre mieux, avec son histoire, les procédés de fabrication par quoi il réalise, à côté des pots rustiques où tiédit le café dans l’âtre des chaumières normandes, les instruments de laboratoire en usage dans le monde entier et dans lesquels s’élaborent les mystérieux dictames de vie et de mort.
~*~LA
fondation et le développement d’une manufacture de porcelaine, présente
un champ d’étude trop divers et trop intéressant, il doit y collaborer
trop d’hommes versés dans la céramique, la chimie et les arts
plastiques ou décoratifs, pour que les historiographes fassent jamais
défaut à un établissement de ce genre.Lorsque cette fondation date d’un siècle et que ces cent années ont été remplies, comme c’est ici le cas, de la plus féconde activité, il n’y a point à craindre que les matériaux manquent à celui qui veut reconstituer son passé. Il a donc été publié sur la Porcelaine de Bayeux de nombreux rapports et documents, le plupart, il est vrai, dans les Bulletins des Sociétés Savantes. Le plus complet de ces travaux fut couronné par la Société des Sciences, Arts et Belles-Lettres de Bayeux en juillet 1896. Il avait pour auteur M. de Brébisson à qui fut attribué de ce fait, le prix Létot. M. de Brébisson avait été lui-même aidé dans la rédaction de sa notice par les notes déjà très documentées de MM. Georges Villers et Blanchetière, ainsi que par les recherches précédemment faites sur les manufactures de porcelaine de la région. L’Histoire ne s’invente pas. Nous n’avons donc qu’à puiser pour cette partie rétrospective dans l’abondante moisson recueillie. UN PEU D’HISTOIRE Le véritable fondateur de la Porcelaine de Bayeux fut M. Joachim Langlois, né à Lasson le 31 juillet 1759. Maire de Caen et président du Tribunal de Commerce de cette ville pendant la période révolutionnaire, il venait d’éprouver des revers de fortune en 1801 et se trouvait en possession d’un lot d’actions de la Fabrique de porcelaine de Valognes, actions dépréciées qui lui avaient été remises en paiement d’une dette. L’idée lui vint de contrôler la valeur de ce nantissement et il se présenta un beau jour à Valognes où depuis quelques années on commençait à fabriquer des produits assez beaux. Malheureusement, comme ils se vendaient mal, la situation financière de la Société était peu brillante. M. Joachim Langlois, en homme d’action qu’il était, entreprit de la rendre prospère. Il part incontinent pour Sèvres, y acquérir les connaissances techniques indispensables qui lui font défaut, et revient à Valognes après quatre ou cinq mois d’études qui ont porté surtout sur le kaolin des Pieux. Il fonde une société constituée pour dix ans et en est nommé le directeur. Pendant ce laps de temps, M. Langlois fit preuve de la plus haute intelligence et d’un entendement parfait de l’art précieux de la céramique. Il adjoignit la fabrication de la porcelaine de luxe à celle moins délicate de la vaisselle de ménage, certaines pièces qui sortirent de ses ateliers atteignaient une valeur de 800 francs. Quatre-vingt six ouvriers, dont 12 peintres et doreurs travaillaient sous ses ordres. Malgré son habileté et les flatteuses récompenses obtenues aux expositions, la société arrivée à sa date de dissolution, ne fut pas renouvelée. C’est alors que M. Langlois, abandonna Valognes pour Bayeux. Il acquit l’ancien couvent des Bénédictines et s’y installa avec 40 de ses anciens ouvriers. Les premières années furent pénibles. Après l’apothéose de l’Empire, le malheur s’abattait sur la France. Mais le cauchemar de 1815 passé, le pays entier et la manufacture de Bayeux avec lui se prennent à revivre. M. Langlois ne cesse de perfectionner ses procédés. Comme la lithographie vient de faire son apparition et que l’on ne peut se procurer les pierres nécessaires qu’en Allemagne, il imagine de confectionner des plaques de biscuit de porcelaine destinées à les remplacer. Puis il grave et imprime à l’aide de ces planches des vues et des paysages dont quelques épreuves sont conservées à la Bibliothèque de Caen. En 1870, son fils Paul lui succéda, mais il mourut peu après laissant la lourde entreprise aux mains de sa jeune femme, qui maintint pendant quelques années le bon renom de la manufacture et la céda en 1878 à M. Jules Morlent, le propriétaire actuel. M. Edouard Morlent, son frère, devint son associé en 1883 et lui apporta sa collaboration la plus active et la plus intelligente jusqu’en 1910. Nous voici arrivés à la période où la fabrication de la porcelaine va devenir de plus en plus scientifique : un outillage perfectionné va permettre une production intensive avec une main-d’œuvre moins importante. Diverses opérations faites mécaniquement présenteront le double avantage d’une précision mathématique et d’une rapidité plus grande ; enfin cet ensemble permettra de réaliser à des prix très faibles les porcelaines industrielles, de ménage, et d’ornementation, mais surtout les ustensiles et instruments de laboratoire, universellement réputés. Pour apprécier toute l’ingéniosité des procédés en usage, nous guiderons nos lecteurs comme nous l’avons été nous-même par M. Jean Morlent, parmi les vastes salles et les escaliers poudrés à frimas de la manufacture ; lorsqu’ils auront accompli cette visite, la Porcelaine de Bayeux n’aura plus aucun secret pour eux.
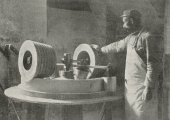
LA MATIÈRE PREMIÈRE Ce procédé dénommé par son inventeur, Caustographie ne donna pas les résultats escomptés et fut abandonné. M. J. Langlois crée encore des plaques indicatrices de rues et indique un dispositif d’attache, il fabrique en porcelaine des rouets de poulies pour le gréément des bateaux, des roulettes de lit, des barils à acides, des capsules et instruments de chimie, etc. Dans toutes les expositions auxquelles il prend part, il obtient de hautes récompenses. Mais en 1830 M. Langlois meurt. Sa veuve et son fils Frédéric continuent avec zèle et succès l’œuvre commencée. Ils abandonnent peu à peu la fabrication de la porcelaine de luxe qui ne peut lutter comme finesse et comme prix avec les produits de Sèvres et de Limoges et se spécialisent dans la confection des ustensiles de laboratoire et de chimie pour lesquels la porcelaine de Bayeux est sans rivale. Frédéric Langlois s’étant, par la suite, séparé de sa mère, celle-ci continua à diriger la manufacture avec ses deux filles jusqu’en 1847 époque à laquelle elle mourut. Cette disparition qui privait la manufacture de porcelaine d’une direction entendue eut de plus pour conséquence fâcheuse le morcellement de la succession. La Révolution de 1848 qui survint et la crise commerciale qui l’accompagna, ajoutèrent encore à la gravité de la situation et rendirent quelque temps précaire l’existence de la Manufacture. Il y eut bien quelque chômage, la production dut bien forcément descendre jusqu’au niveau très bas des demandes ; malgré tout l’usine ne ferma point ses portes. En août 1849, M. Gosse en devint propriétaire. Ayant à sa disposition d’importants capitaux, le nouveau directeur s’attacha à améliorer ses produits et à augmenter le rendement de sa fabrication. Un abaissement notable des prix, allant même jusqu’à 30 à 50 % sur certaines catégories, en résulta. C’est une chose qui est toujours agréable aux acheteurs et aux tributaires. La porcelaine de Bayeux connut donc bientôt un nouvel essor. Lorsque M. Gosse était arrivé, la fabrique n’occupait plus que 25 ouvriers. Peu d’années après, elle comptait 130 et la production de 30 tours suffisait à peine aux commandes. Puis ce fut la construction du chemin de fer de Paris à Cherbourg qui vint offrir en 1858 une plus grande facilité dans le transport du kaolin qui était jusqu’alors acheminé par voie de mer jusqu’à Port-en-Bessin. La même année, M. Gosse imagina de substituer le charbon de terre au bois dans le chauffage des fours. Il modifia ceux-ci en conséquence et son système, qu’il fit du reste breveter, fonctionna avec une telle perfection que l’on n’a pas trouvé mieux et que c’est encore celui-là qui est à présent en usage. Cette innovation abaissa de près de moitié le prix de cuisson des fournées. La prospérité de la manufacture allait croissant. En 1866, 130 ouvriers et ouvrières y étaient employés. A l’Exposition Universelle de 1867, M. Gosse obtint pour ses produits une grande médaille d’or et pour lui-même la croix de Chevalier de la Légion d’honneur. Pour faire un civet il faut un lièvre - c’est la Sagesse des Nations qui l’affirme, - encore que certains maîtres-queux trouveraient sans doute le moyen de tourner la difficulté. Il n’en est pas de même pour la porcelaine, dont la confection ne peut se passer de kaolin. Qu’est-ce que le kaolin et où le trouve-t-on ? Le kaolin en termes simples est une argile d’une espèce particulière produite par la décomposition de roches granitiques. Ces roches, fedspath ou pegmatite, sous l’influence des agents atmosphériques passent progressivement de l’état granulaire à l’état kaolinique et offrent à ce moment une consistance savonneuse et friable, assez semblable à celle d’un mastic à demi desséché. La coloration blanc pur des très beaux kaolins est fréquemment altérée par la présence dans les terres de sels de fer qui leur communiquent une teinte légèrement bleue ou grisâtre. Si c’est précisément le cas du kaolin usiné à Bayeux, par contre sa grande teneur en alumine augmente la propriété qu’ont ses produits d’aller impunément au feu. Les kaolins sont des silicates d’alumine. Celui qui nous occupe est composé de 55 parties de silice et 45 d’alumine sans aucune trace de potasse. Ajoutons pour ceux de nos lecteurs qui trouveraient cette description trop peu scientifique, la formule chimique de composition des kaolins purs ou kaolinite : 2SiO2, Al2O3 + 2H2O. Il est inutile de rappeler que les Chinois et les Japonais connaissent depuis un temps immémorial la fabrication de la porcelaine ; on sait aussi à quel degré de perfection ils l’ont amenée. Cette fabrication commença seulement en Europe vers le début du siècle dernier, et la façon dont fut découverte, en Saxe, le premier gisement de kaolin ne manque pas d’originalité. L’Electeur de Saxe avait chargé un certain Bottger, de recherches sur la possibilité de confectionner de la porcelaine dans ses Etats. Malgré son zèle, Bottger n’avait rien trouvé, lorsqu’il fut frappé par la nature bizarre de la poudre dont son barbier blanchissait sa perruque au lieu et place de la farine de froment, jusqu’alors employée. C’était tout uniment du kaolin pulvérisé, provenant du gisement de la Vallée d’Aue. La porcelaine de Saxe, la première porcelaine européenne a fait depuis son chemin. Une cinquantaine d’années après, on découvrait, en France cette fois, à Saint-Yrieix, près de Limoges, un gisement analogue qui fournissait la matière de la première porcelaine française. D’importants gisements de kaolin existent en Bavière, en Italie à Chiesi, en Angleterre dans le pays de Cornouailles et dans le Devonshire, aux Etats-Unis, etc… En France on en trouve aux environs de Bayonne, dans l’Allier, dans la vallée de la Nièvre et enfin à 19 kilomètres de Cherbourg dans la commune des Pieux. L’honneur d’avoir découvert et expérimenté ce kaolin revient à un maître-tourneur originaire du pays, M. Le Masson, qui devint par la suite directeur de la manufacture de porcelaine de Valognes. Les améliorations et perfectionnements qu’il apporta à l’exécution des poteries et porcelaines de la Manche lui valurent même une récompense nationale de six cents livres qui lui fut remise le 31 octobre 1792. C’est cette précieuse terre embarquée en gare de Couville qui fournit à Bayeux son indispensable matière première. PRÉPARATION DE LA BARBOTINE Voici donc l’argile kaolinique arrivée à pied-d’œuvre. Elle n’est pas à l’état de pureté, il s’agit de l’y amener par une série de lavages et de décantations qui élimineront les sables et les particules de grès quartzeux qui s’y trouvent mélangés. Le kaolin est donc placé dans un premier délayeur, assez analogue à une baratte à beurre, dans lequel il est mouillé et transformé en une bouillie plus ou moins épaisse. La barbotine. Pour fixer le temps nécessaire à ce délayage et pour qu’il s’opère d’une façon uniforme, un avertisseur électrique prévient l’ouvrier du degré de chargement de la cuve. Cette bouillie descend alors dans une auge divisée en trois parties au fond desquelles se déposeront déjà les sables les plus lourds qui représentent environ le ⅓ des terres traitées. De là, la barbotine passe dans une série de bacs de décantation à plans étagés communiquant entre eux par un écoulement insensible et qui retiennent chacun des sables de plus en plus fins. Il ne demeure en suspension dans l’eau que le kaolin pur. Un système de pompe aspire la barbotine dans le dernier décanteur et la refoule dans un autre délayeur où se fera le dosage des matières qui constituent la pâte œuvrable. Les éléments fusibles, sables feldspathiques et quartzeux provenant des lavages et la craie, qui donneront à la porcelaine la dureté et le liant, y sont incorporés dans des proportions rigoureusement déterminées. Ce composé est brassé longuement par un mélangeur, d’où par un jeu de robinet la même pompe le renvoie dans un malaxeur à hélice qui ressemble beaucoup au pétrin mécanique des boulangers. Dans cet appareil on ajoute à la barbotine les résidus non-cuits provenant des déchets de tour et de pièces brisées au séchage : puis de là, la purée kaolinique repasse dans un nouveau délayeur qui parachève le mélange. On pourrait supposer que cette série d’épurations suffirait à donner une pâte assez fine : il n’en est rien. Pour éliminer les impuretés qu’elle peut encore contenir, elle est aspirée et refoulée par une pompe, d’abord dans un premier tamis rotatif dont la toile fait 90 fils au pouce, puis dans une seconde bluterie constituée par un tamis plus fin de 120 fils. Toujours aqueux, le kaolin est repris à nouveau par un délayeur destiné à maintenir l’homogénéité du liquide. La barbotine traverse encore un filtre-presse qui a pour but de l’amener à l’état pâteux. Cette machine est composée d’une série de plateaux creux, percés d’un orifice central et revêtus d’une toile perméable. Une pompe à membrane refoule le liquide dans ces plateaux, à une pression de 9 kilogs contrôlée par un manomètre. A mesure que cette pression s’élève, l’eau s’écoule à la partie inférieure des plateaux par une série de petits trous ; le kaolin en suspens est retenu par les toiles sur lesquels il est recueilli sous forme de galettes. A L’ÉTAT PATEUX Les galettes sont soumises à l’action d’une marcheuse composée de deux cylindres extrêmement lourds roulant sur une table circulaire, où elles sont pétries. Cette opération qui se faisait autrefois au pied - d’où le nom de l’appareil - a pour but de chasser les bulles d’air et de donner plus de consistance à la pâte. La matière ainsi préparée est mise à pourrir dans des cuves de pierre revêtues de zinc et de plomb dans lesquelles elle séjourne le plus longtemps possible. La légende assure que les porcelainiers chinois l’y laissaient un siècle ! Dans ces bassins qui contiennent de 25 à 30.000 kilogs de pâte, les oxydations naturelles se produisent, les échanges chimiques se font, l’équilibre hygrométrique s’assure, réalisant l’homogénéité la plus absolue de la masse. En sortant des cuves de pourrissage, la pâte à porcelaine est pétrie par une nouvelle marcheuse semblable à celle déjà indiquée. Le fer est soigneusement proscrit de tout le matériel en contact avec la pâte à cause de la rouille qu’il lui communiquerait ; les tables sont recouvertes de plomb ou de zinc, les instruments sont en bois ou en cuivre. Toutes les machines dont nous venons de décrire les délicates fonctions de même que les autres appareils de fabrication sont mûs par la vapeur. DEUX MODES DE FABRICATION : TOURNAGE ET COULAGE La confection des pièces suivant leur genre et l’épaisseur qu’elles doivent avoir s’opère par deux procédés très différents : le tournage et le coulage. Le premier, associé au moulage, est réservé aux grandes pièces, le second aux objets de profil irrégulier et de moindre résistance. Dans le premier atelier de tournage où nous pénétrons se fabriquent les grands instruments de chimie, capsules, mortiers, etc…. depuis les capsules de 27 m/m de diamètre jusqu’à celles mesurant 440 m/m. On en a même fait pour l’Italie dont le diamètre atteignait un mètre. Et ces capsules, une fois cuites, n’ont guère que 2 m/m et demi d’épaisseur. Ces pièces sont à la fois moulées et tournées. Une première ébauche est fournie par un moule en plâtre, monté sur un tour et sur lequel s’abaisse un gabarit qui donnera au vase sa forme intérieure approximative. Cette ébauche est calibrée sur un champignon puis la croûte de pâte est déposée à nouveau dans un moule également disposé à nouveau dans un moule également disposé sur tour, sur lequel l’intérieur de la pièce est soigneusement parachevé et lissé. On abandonne le moule dont le plâtre absorbera l’humidité : la pièce se détachera alors d’elle-même. A côté de cet atelier, une file interminable d’autres tours également mécaniques servent à la fabrication des assiettes et des plats. Chacune de ces pièces passe sur trois appareils distincts qui les façonnent automatiquement et avec la plus grande précision. C’est aussi dans cet atelier que sont faits les pyrogènes réclame des maisons Dubonnet, Cusenier, Dewars-Wisky, Mariani, Cherry-Brandy, Saint-Raphaël Quinquina, etc….. Plus loin, sont installés les tourneurs au pied. Car la manufacture en a conservé quelques uns. Il est en effet admis que pour certains travaux un ouvrier habile obtiendra ainsi plus de délicatesse qu’avec les tours mécaniques. Là sont fabriqués : creusets, pilons, entonnoirs de ménage et de chimie, théières, pots à lait, etc. Passons maintenant à l’autre procédé, le coulage qui provoque toujours chez le visiteur un sentiment de surprise. Une cuve surélevée contient de la barbotine épurée qu’un ouvrier déverse à l’aide d’un tuyau souple dans d’épais moules en plâtre dont le profil intérieur représente exactement l’objet à reproduire et qui ont été au préalable époussetés avec un soin extrême. Ces moules sont remplis jusqu’aux bords. Dès cet instant le plâtre s’empare de l’eau contenant le kaolin et celui-ci se dépose en croûte progressivement plus épaisse sur les parois du moule. Pour déterminer la durée de l’opération, afin que toutes les pièces soient absolument identiques, un ingénieux appareil électrique, à cadran réglable, avertit l’ouvrier lorsque l’épaisseur désirée est obtenue. A ce moment le surplus de la barbotine est rejeté dans un bac et presqu’immédiatement on peut procéder au démoulage, le dépôt ayant déjà une consistance suffisante. C’est par ce procédé que sont faits les cornues, les tubes pour laboratoire jusqu’à 1m20 de longueur et 7 centimètres de diamètre, etc. Dans d’autres ateliers de moulage sont confectionnés des cuves à réaction et à mercure, des cuvettes photographiques, des nacelles d’expérience, des plateaux, des articles pour l’électricité, des bains pour teinturier, des pièces industrielles, des cuillers et spatules à acides, des ustensiles de cuisine et jusqu’à des moufles pour la fabrication des verres d’optique. Les moules innombrables qui sont en usage à la manufacture y sont tous fabriqués. Lorsqu’un objet-type est envoyé en commande, ce modèle ne peut servir et doit être copié à une échelle supérieure. Le retrait ramène aux dimensions exigées. Les becs des capsules et des verseuses, les poignées et tous les accessoires qui ne peuvent être faits directement sur la pièce, y sont rapportés dans un atelier spécial dit de garniture. Ce travail est exécuté par des femmes, qui avec une dextérité surprenante, ajustent et collent à la barbotine, en un clin d’oeil, les becs et les anses : travail délicat, car les pièces ayant déjà séché sont devenues poreuses et par suite extrêmement friables.
SÉCHAGE, DÉGOURDI ET DÉCORATION Les pièces ainsi fabriquées sont alors portées au séchoir où elles demeurent un temps assez long qui peut aller, suivant leur épaisseur, de huit jours à deux mois. De toutes façons, l’évaporation doit être très lente. La stabilité des pièces apodes, comme les capsules, est obtenue par un petit tas de poussière de porcelaine broyée, sur lequel elles sèchent. Il s’agit à présent de cuire ces porcelaines. La cuisson comprend deux opérations : l’une, le dégourdi, qui donne par 900° de chaleur le biscuit, biscuit mat, qui sera ensuite peint et émaillé ; l’autre, qui cuira couleur et émail et donnera avec ses 1410° à la porcelaine sa dureté et sa résistance définitive. En sortant du dégourdi, les vases qui doivent recevoir une décoration sont transportés à l’atelier de peinture. Les teintes que les peintres emploient sont des couleurs de grand feu, c’est-à-dire cuisant à la même température que la porcelaine. C’est un avantage, mais qui donne une palette extrêmement réduite. La décoration la plus usitée est la Marguerite gros-bleu qui est le décor-type de la maison et le décor barbeau. La Porcelaine de Bayeux est la seule manufacture qui l’exécute en couleurs de grand feu. Toutes sont exemptes d’oxydes de plomb. Pièces décorées ou non vont à l’émaillage. L’opération consiste à les tremper tout simplement dans un bain contenant l’émail en suspension. Des femmes retouchent aussitôt les bavures, regarnissent les bords ou enlèvent au contraire l’émail des parties qui doivent rester mates ou que la fusion ferait gommer à leur support. Par contre, on utilise cette dernière particularité pour assembler économiquement certains objets bon marché, les deux parties d’un pyrogène par exemple.
ENGAZETTAGE ET CUISSON Pour la cuisson les pièces manufacturées doivent être mises à l’abri des impuretés, des pyrites, des projections et des sulfures de la combustion qui terniraient la blancheur de la porcelaine. Dans ce but elles sont placées dans des boîtes en terre réfractaire dénommées cassettes et par corruption gazettes, boîtes hermétiquement closes qui sont empilées dans les fours. Chaque objet déjà cuit à 900° et recouvert de son émail est donc enfermé dans sa boîte en terre réfractaire où il est isolé de tout contact. Les piles de gazettes sont montées les unes à côté des autres, elles sont soudées par des « colombins » et se soutiennent entre elles de façon que toute la gazetterie ne forme qu’un bloc. Les capsules sont engazettées par le procédé dit « à boucheton », c’est-à-dire que la même boîte de terre contient toute une série de capsules se recouvrant les unes les autres, de la plus petite à la plus grande. Les longs tubes de chimie qui se déformeraient, s’ils cuisaient horizontalement, sont munis à la façon, d’une collerette qui forme saillie à chaque extrémité, ils sont suspendus verticalement dans les fours et chargés par en bas, à l’aide d’une masse en terre réfractaire dont le poids assure au tube une rectitude absolue. Au sortir du four les bagues de suspension sont sciées à l’aide d’une meule en acier doux enduite de « carborandum ». Ainsi que nous l’avons dit les fours, au nombre de trois, sont du système « Gosse ». Chaque four est constitué par une grosse cloche de maçonnerie ayant 5 mètres de diamètre intérieur et 12 mètres environ de hauteur. Il est divisé en deux étages communiquant entre eux par des carnaux. Au premier, se fait la cuisson à 1.410 degrés ; on utilise le surplus de chaleur pour le dégourdi à 900 degrés qui se fait à l’étage supérieur. Dans cette partie du four éloignée déjà des foyers et où il ne se trouve pas de pièces recouvertes d’émail, on ne pratique l’engazettage que pour les objets les plus fragiles. Les fours Gosse comportent cinq foyers ou alandiers disposés sur leur pourtour, plus un sixième, souterrain et central. La cuisson d’une fournée demande 24 heures, pendant lesquelles on brûle 8 à 9 tonnes de houille d’Ecosse, qui parvient à la manufacture par Caen et Port-en-Bessin. Ces charbons donnent une flamme très pure qui les fait préférer à tous autres. Pendant la grève anglaise, on dut forcément brûler des charbons du Pas-de-Calais, mais cette nécessité entraîna de graves inconvénients par suite de dépôts abondants de sels et oxydes ferrugineux. La conduite d’un four est chose délicate, et l’ouvrier doit veiller avec un soin rigoureux à ce qu’aucun détail des trois phases de la cuisson ne soit négligé. La première consiste à chasser l’humidité contenue dans les fours ; pour cela, on commence le feu en laissant pendant 3 ou 4 heures les alandiers ouverts afin que la buée soit entraînée au dehors. Le feu est ensuite poussé et les alandiers chargés tous les quart d’heure. Pendant la dernière période - le grand feu - le charbon doit être renouvelé toutes les sept minutes. Lorsqu’arrivent les dernières heures de chauffage, il est nécessaire de contrôler le degré de cuisson. Pour cela on a disposé en face d’un regard ménagé dans la porte du four, une gazette échancrée contenant des produits témoins, qui sont successivement retirés et brisés ; l’examen des cassures et de la vitrification indique empiriquement l’état général de la fournée. On sait alors si l’on doit continuer la chauffe ou mettre bas les feux. Afin de prévenir tout défaut de vigilance, un contrôleur électrique relie les chaufferies à la demeure du contremaître. Le refroidi demande trois jours. Le quatrième, on défourne. Les produits sont alors transportés aux magasins et triés. C’est de là qu’ils partiront, douillettement emballés dans la paille, pour toutes les parties du monde, vers les laboratoires et les usines, et aussi, vers les gigantesques palaces de tourisme, ceux de Suisse par exemple, qui demandent à Bayeux les théières, cafetières, pots à laits et à crème, indispensables aux lunch et aux five-o’clock de leur élégante clientèle.
* * * Il y a peu de chances que les jolies misses qui sucrent le thé, au retour d’une excursion au Righi ou entre deux parties de bosleigh sur les pentes neigeuses de l’Engadine, se doutent de la somme de science, d’efforts et de travail intelligent, qui doit concourir à l’exécution de la frêle verseuse qu’elles tiennent en leurs doigts. Ces efforts patients, ces recherches vers le mieux, il y trente quatre ans que M. Jules Morlent les poursuit : près de lui, témoins et collaborateurs de son œuvre, en nombre respectable - c’est le cas ou jamais d’employer l’épithète - de vieux ouvriers, entrés en même temps que lui à la manufacture, continuent leur dévouement à M. Jean Morlent le jeune et artiste co-directeur qui assume à présent les charges de surveillance et d’études techniques devenues lourdes aux épaules paternelles. M. Jean Morlent, dont nous aurons du reste à reparler plus spécialement quelque jour, est un élève distingué de l’école de Sèvres. Il emploie ses loisirs à des essais sur des pâtes qui reçoivent des flammés, des cristallisations de grand feu, roses et dorées d’un effet d’art extraordinaire. Sous ses doigts, des bleus précieux et profonds, des roses d’une délicatesse infinie, des camaïeux demi-mats, des bruns mordorés, revêtent de leurs splendeurs de pierrerie des vases longs et étroits sonores comme des cloches, de minuscules amphores, pures comme ces poteries idéales que les chiens des bergers découvrent parfois en grattant la terre dans la campagne romaine….. V. LE FORT. | ||||||||||||||||||||||||||||












aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - en - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Static Wikipedia 2007 (no images)
aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - en - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Static Wikipedia 2006 (no images)
aa - ab - af - ak - als - am - an - ang - ar - arc - as - ast - av - ay - az - ba - bar - bat_smg - bcl - be - be_x_old - bg - bh - bi - bm - bn - bo - bpy - br - bs - bug - bxr - ca - cbk_zam - cdo - ce - ceb - ch - cho - chr - chy - co - cr - crh - cs - csb - cu - cv - cy - da - de - diq - dsb - dv - dz - ee - el - eml - eo - es - et - eu - ext - fa - ff - fi - fiu_vro - fj - fo - fr - frp - fur - fy - ga - gan - gd - gl - glk - gn - got - gu - gv - ha - hak - haw - he - hi - hif - ho - hr - hsb - ht - hu - hy - hz - ia - id - ie - ig - ii - ik - ilo - io - is - it - iu - ja - jbo - jv - ka - kaa - kab - kg - ki - kj - kk - kl - km - kn - ko - kr - ks - ksh - ku - kv - kw - ky - la - lad - lb - lbe - lg - li - lij - lmo - ln - lo - lt - lv - map_bms - mdf - mg - mh - mi - mk - ml - mn - mo - mr - mt - mus - my - myv - mzn - na - nah - nap - nds - nds_nl - ne - new - ng - nl - nn - no - nov - nrm - nv - ny - oc - om - or - os - pa - pag - pam - pap - pdc - pi - pih - pl - pms - ps - pt - qu - quality - rm - rmy - rn - ro - roa_rup - roa_tara - ru - rw - sa - sah - sc - scn - sco - sd - se - sg - sh - si - simple - sk - sl - sm - sn - so - sr - srn - ss - st - stq - su - sv - sw - szl - ta - te - tet - tg - th - ti - tk - tl - tlh - tn - to - tpi - tr - ts - tt - tum - tw - ty - udm - ug - uk - ur - uz - ve - vec - vi - vls - vo - wa - war - wo - wuu - xal - xh - yi - yo - za - zea - zh - zh_classical - zh_min_nan - zh_yue - zu -
Sub-domains
CDRoms - Magnatune - Librivox - Liber Liber - Encyclopaedia Britannica - Project Gutenberg - Wikipedia 2008 - Wikipedia 2007 - Wikipedia 2006 -
Other Domains
https://www.classicistranieri.it - https://www.ebooksgratis.com - https://www.gutenbergaustralia.com - https://www.englishwikipedia.com - https://www.wikipediazim.com - https://www.wikisourcezim.com - https://www.projectgutenberg.net - https://www.projectgutenberg.es - https://www.radioascolto.com - https://www.debitoformativo.it - https://www.wikipediaforschools.org - https://www.projectgutenbergzim.com